1.適用范圍
本標準適用于普通碳素鋼、優質碳素鋼和合金結構鋼在錘上自由鍛造的一般用途的鍛件(包括胎模鍛件)。某些專門用途和有特殊要求的鍛件,應采用有關的專用標準;無專用標準的,可參照本標準,但具體事項須由供需雙方共同商定并簽訂合同。
2.訂貨條件
(1)需方應在咨詢卡或訂貨合同上向制造廠提供鍛件生產所必需的原始資料。這些資料為:
①鍛件的數量和材料;
②鍛件圖、粗加工圖或零件圖(若由制造廠繪制鍛件圖,須經需方認可);
③鍛件的檢査程序和試驗等級。
(2)超出本標準規定的要求(如力學性能試驗的特殊要求,低倍組織、金相、無損檢驗等),需方可在咨詢卡或訂貨時向制造廠提出,由雙方協商確定。
3.鍛件用鋼
(1)鍛件可以直接用鋼錠制造,但鋼錠應是鎮靜鋼,必須標明爐號,并附有檢驗合格證明書。
(2)鍛件可以用軋材或鋼錠鍛造成的鋼坯鍛制成。這些鋼材必須具有出廠合格證明書。
(3)對無合格證明書的鋼錠、鋼坯和乳材,必須按有關的材料標準進行復驗,確認合格后才能使用。
(4)制造廠必須按需方圖樣規定的鋼號生產鍛件,如需代治, 必須征得需方同意并具書面文件。
(5)鍛件用鋼的化學成分應以抽樣分析的結果為依據,其值按現行國家標準或行業標準中的規定。在國家標準和行業標準以外的鋼號,由供需雙方協商確定。
(6)當需方要求進行鍛件化學成分驗證分析時,按GB/T222和GB/T223.1?223.77的規定執行。
(7)如果需方要求在標準規定以外的位置取樣進行鍛件化學成分驗證分析時,應在訂貨合同上說明,并且所用的允許偏差由供需雙方協商確定。
4.鍛件的制造
(1)用鋼錠或鋼坯鍛造鍛件時,鍛造前必須將影響鍛件質量的表面缺陷全部清除掉。鋼錠兩端必須有足夠的切除量。
(2)鍛件應有足夠的變形量,以保證達到鍛件的質量要求。
(3)鋼材的變形應在具有足夠能量的設備上進行,以保證鍛透。
(4)在鍛件生產過程中,毛坯的加熱、始鍛和終鍛溫度的控制與鍛件的冷卻,應按制造廠的有關規范執行,重要鍛件應做技術記錄。
(5)鍛件一般應在第一熱處理后交貨,熱處理規范由制造廠制訂《需方有特殊要求時,由雙方商定后在合同上注明。
(6)鍛件熱處理后產生的彎曲、翹曲變形超出公差范圍時,應由制造廠進行矯正。
在冷態或熱態下矯正后,屬Ⅰ、Ⅱ級試驗的鍛件應進行回火,以消除應力;屬Ⅲ、Ⅱ、Ⅰ級試驗的鍛件是否回火,由制造廠決定。矯正或回火后的鍛件均應保證其力學性能的要求(鍛件的試驗分級見表2-30) ?
(7)常用鋼號鍛件的力學性能應符合相關標準的要求。力學性能有特殊要求的,由供需雙方協商確定。
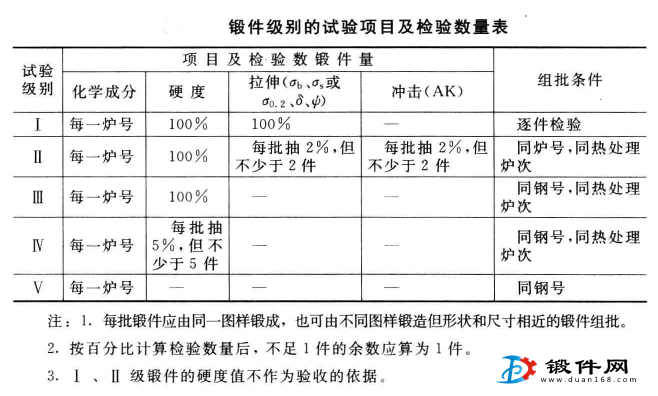
5.鍛件的試驗分級
(1)各種鍛件根據設計要求、工作特性和用途,需方可根據 GB/T 12363的規定,確定鍛件的類別;鍛件的檢驗級別按JB/T8421進行,分為Ⅰ Ⅱ Ⅲ Ⅳ Ⅴ級,每一級別均規定了試驗項目和受檢驗鍛件的數量,見表。
(2)鍛件的試驗級別應在圖樣和訂貨合同上注明。
標注示例:Ⅲ級試驗—JB/T 8421(補加試驗項目及其技術要求)。
如果圖樣或訂貨合同上未注明鍛件的試驗級別,制造廠按Ⅴ級鍛件處理。
6.鍛件的外觀質量
(1)鍛件的形狀和尺寸應符合鍛件圖的規定。
(2)鍛件圖上規定機械加工余量、公差及余塊,按GB/T 15826.1?15826.9的規定執行。
(3)鍛件表面若有裂紋、折疊、鍛傷、夾層、結疤、夾渣奪缺陷,按下列規定執行。
①需要機械加工的鍛件表面,經過檢查,確認缺陷深度能保證留有機械加工余量50%以上時,允許不清除,但須經需方同意。
②不再進行機械加工的鍛件表面,整修的最大深度不得超過該處尺寸的下偏差,整修處必須平滑。
③鍛件的表面缺陷深度超過機械加工余量時,若需補焊,必須取得需方同意。在完全清除缺陷以后,按適當的補焊規程進行補焊,補焊的質量要符合需方對鍛件的要求。
(4)鍛件表面是否要清理及清理方法,由供需雙方在訂貨時議定。
(5)制造廠應保證鍛件沒有白點,當在一個鍛件上發現白點時,則與該鍛件同一爐鋼并同一爐熱處理的整批鍛件均應逐個進行白點檢驗。
7.取樣位置、取樣數釐和試樣制備
(1)鍛件上試塊的留放位置按圖樣的要求決定。若圖樣未注明要求時,可由制造廠決定,但必須保證能代表鍛件的力學性能。需方要求留放復試試塊時,其試塊的留放位置按協議進行。
鍛件不便留放試塊時,可以破壞鍛件取樣,這時制造廠應增加試驗用的鍛件數量。其他特殊情況,由制造廠與用戶具體議定。
(2)取樣位置規定如下:
①圓形實心鍛件在距表面1/3半徑處切取;
②矩形實心鍛件在1/6對角線處切取;
③空心鍛件在1/2壁厚處切取;
④當鍛件直徑大于軸向長度時,兩組試樣可以在鍛件的一頭分開180°或周邊上切取;
⑤一頭實心一頭空心的鍛件,試樣應從空心端切取。
(3)試樣的切取方向按圖樣的要求決定,若圖樣未注明要求時,可由制造廠自行選擇(縱向、橫向或切向)。
(4)取樣數量可從每個試塊中切取拉伸試樣1個,沖擊試樣2個。需方根據鍛件的使用條件,也可增加試樣數量,但應在合同或圖樣中明確規定。
(5)切取后的試樣不得作任何影響力學性能的熱處理。
8.標志和質量證明書
(1)標志
①檢驗合格的鍛件應帶有標志。標志的內容:制造廠的標志、圖號、工作令號或合同號、鋼號、爐號(Ⅰ Ⅱ級試驗的鍛件才標)、鍛件號,如果需方對標志有特殊要求時,按合同執行。凡標志不清者,需方有權拒收。
②大中型鍛件應在圖樣或工藝指定部位打印標志,如無規定,可由制造廠確定部位。
③小型成批鍛件可采用分批掛簽的方式做出標志。掛簽可用薄鋁板或薄鋼板制作,在其上打印標志或用涂料書寫標志。
④裝箱的鍛件,標志的內容可以標在包裝箱或印在能牢固地附于包裝箱的標簽上。
(2)質量證明書
質量證明書的內容應包括:
①制造廠的名稱(或代號);
②合同號;
③圖號、鍛件名稱、鍛件號或序號;
④鋼號;
⑤熔煉爐號(Ⅰ Ⅱ級試驗的鍛件),Ⅰ級試驗的鍛件尚需有熱處理爐號;
⑥熱處理狀態;
⑦鍛件主要外形尺寸;
⑧組批號及鍛件數量;
⑨檢驗項目及結果;
⑩檢驗結論;
?技術檢驗部門的印記和檢驗人員簽章。






