1、復雜鍛件劃線檢查的方法與步驟對于多角彎曲的鍛件如多拐曲軸,用樣板及一般檢査手段已不能妥善解決尺寸的檢查,則必須采用劃線檢查;另外,一些鍛件超下差時,要確切地判定是否報廢,也必須通過劃線來確定;有些大型鍛件,因缺少平臺,也可以用劃線力法檢查,或者有時也用車床進行局部試加工方法,其基本原理也是劃線。
(1)、劃線的一般步驟:
1)淸理鍛件表面。須清除鍛件表面氣化皮、局部進行必要的打磨平整。
2)鍛件表面涂料。為能使劃線淸晰可辨,將鍛件表面涂上一層均勻的涂料(如石灰水、硫酸銅溶液、普魯氏蘭漆片)。
3)選定劃線基準。詳細消化圖樣和實物,并根據鍛件各部分的余量初步確定是否要借料。
4)夾持鍛件使其穩定可靠,劃線時先劃水平線,再劃垂直線和斜線,最后劃圓、圓弧和曲線。
5)檢杳核對,按圖對照實物檢査劃線足否正確,核對是否有遺漏線條。
6)打上沖眼,劃線后一般要打上沖眼,為加工工序作準備。沖眼應注意必須打在線中央和交點上。而只用于鍛工檢驗時,有時不沖眼。
(2)、劃線基準的選擇
確定工件幾何形狀的基準位置的線和面,叫做劃線基準。而且劃線時就從基準開始,才能使劃線準確,方便并能提高劃線效率,因此,應掌握以下選擇基準的原則:
1)根據圖樣的尺寸標注來選擇。在圖樣中,總有一個或幾個基準用來標注起始尺寸,則在劃線時,就可以在工件上以與相應圖樣標明的基準作為劃線的平面基準。
2)以鍛件形狀確定基準,如果鍛件上有孔、凸起部分或轂面時,就可以以凸起部分和轂面中心作為基準。軸類鍛件通常以中心線為基準。
3)多向鍛件基準確定,在多向鍛件中,則可選定一個方向作基準面,劃出這個面的各線,然后再劃出其它方向的基準面和線。
(3)借料,對于超差的鍛件,如果還有一定的余量,可以通過劃線,把每部分加工余量重新分配,使不合格的鍛件補救為能夠加工的鍛件、這種劃線方法稱為借料。正確地借料,即可保證產品的質量,使鍛件各加工面既有足夠的加工余量,又防止了輕易報廢,減少廢品損失。借料方法大致如下:
1)檢查鍛件各部分尺寸和偏移情況。
2)確定借正的方向和尺寸,并劃出偏移后的借正基淮線;
3)先劃出偏移的尺寸,如果借料不夠,可再調整基準線,直至足夠為止。
2、形狀復雜鍛件的形位公差的一些常用檢查手段。
(1)鍛件彎曲度的檢驗
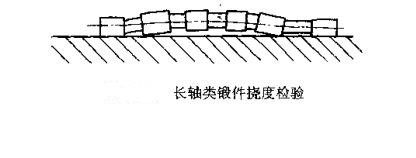
1)對于較長的等截面軸類鍛件(或在一定長度內等截面),可將鍛件放置在平板上慢慢地滾動,并觀察軸線的彎曲程度,再通過測量工具即可測出軸線的彎曲度值。如圖所示。
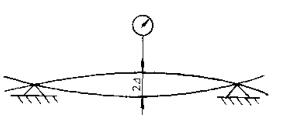
2)在軸的兩端架上V形槽,轉動鍛件,觀察鍛件旋轉時的表面擺動,通過儀表或刻度劃線盤來測出鍛件的彎曲度,如圖所示。
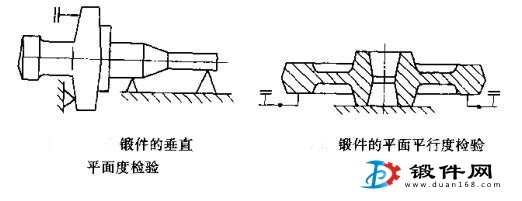
(2)鍛件的平面垂直度檢驗,鍛件在切邊、沖孔時容易產生扭曲(如突緣部分)使端面與鍛件中心線的垂直度發生改變,可將鍛件放在兩個V形鐵上,再通過測量儀測量某一個端面(突緣),即可在測量儀的刻度上讀出端面與中心線的垂直度,如圖所示。
(3)鍛件平面平行度的檢驗,在鍛件切邊、沖孔后常會產生扭曲、翹曲,如需測量平行面間的誤差,可選定鍛件某一端面作為基準,借助測量儀,即可測出平面間的平行度,如圖所示。