鍛造是塑性加工的重要分支。它是利用材料的可塑性,借助外力的作用產生塑性變形,獲得所需形狀、尺寸和一定組織性能的鍛件。
各國習慣上將塑性加工分為兩大類。一類是生產原材料(如管、板、型、棒)為主的加工稱為一次塑性加工。另一類是生產零件及其毛坯(包括鍛件、 沖壓件等)為主的加工稱為二次塑性加工。因為在大多數情況下,二次加工都是用經過一次加工所提供的原材料進行再次加工,但大型鍛件多用鑄錠為原材料直接鍛成鍛件,對于粉末鍛造則以粉末為原料。
二次塑性加工根據所用原材料的不同,又可分為體積成形及板料成形,前者所用原材料為棒料及塊料,受力屬于三向應力狀態,后者多用板材為原材料,變形過程習慣上多按平面應力狀態來分析。
由上述分析可見,鍛造屬于二次塑性加工,變形方式為體積成形。
實現塑性加工過程的基本環節如圖1所示。
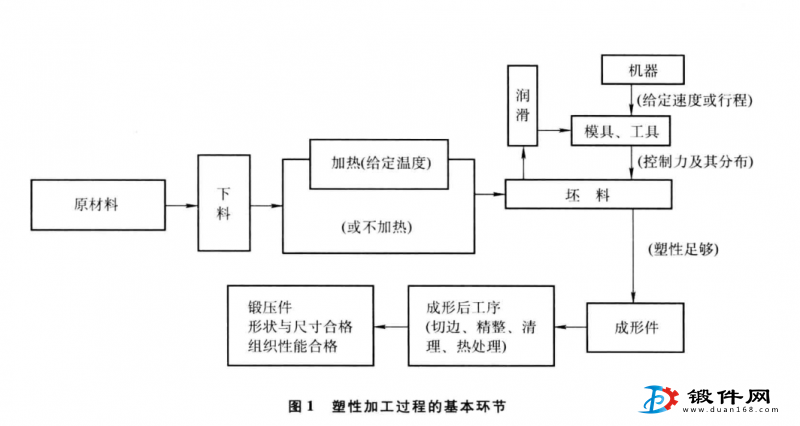
由圖1可見,任何一個鍛造過程的根本目的都是為了獲得符合圖樣要求的外形、尺寸及內部組織性能合格的鍛件。而成形的基本條件有兩個,一是在變形過程中材料能承受所需的變形量而不破壞,二是施力條件,也就是設備通過模具向工件施加足夠大的及特定分布的力。努力創造條件,優化工藝過程,生產合格的鍛件是鍛件生產廠的重要任務。
鍛造工藝選擇是靈活多樣的,僅以成形工序而言,同一種模鍛件可以用不同設備或不同方法來完成。例如連桿若在模鍛錘上成形時,坯料在同一副模具中完成拔長、滾壓、預 鍛及終鍛。如若用機械壓力機模鍛,則需預先采用滾鍛制坯。若用成形輥鍛方法來生產,則可在精密輥鍛后再加上一道整形工序而獲得合格件。
又如階梯軸多工位冷鍛,對于同一鍛 件可以有不同的工藝路線,采用不同的毛坯,相應地中間工序也不相同,有些包含正擠壓,有些采用頂鐓。所需變形力大小也不等。模具壽命差別也較大。
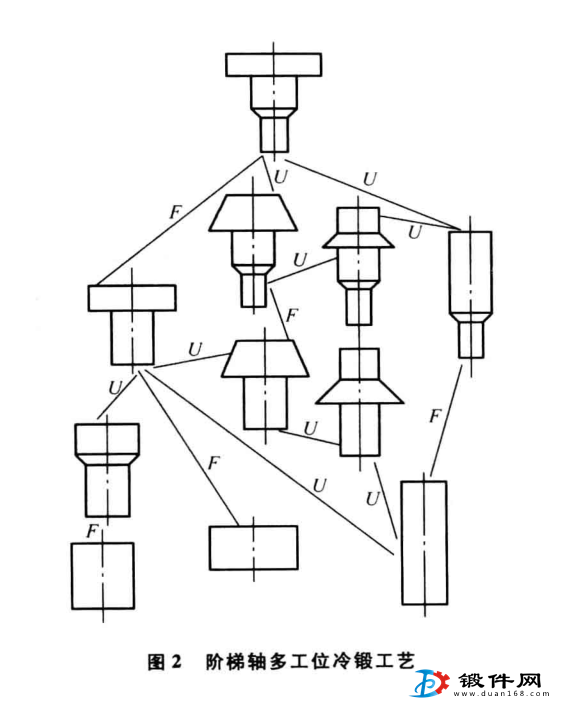
當設備條件(如噸位等)已固定時,可選擇的方案也就不那么多了,當原材料性能及規格固定后,并不是圖中所有方案都能適用。
在保證產品的外觀和內部質量及生產率的前提 下,選擇成形工藝方案應考慮的基本出發點為經濟效益好,具體地說:
1)節約原材料。盡量采用近無余量成形,或近凈成形,即少無切削加工。
2)減少能耗。不能只看某一工序的能耗,而是要看總能耗,初看起來冷鍛因省去加熱工序,能耗下降,但還應考慮冷鍛前的軟化處理及工序間的退火所消耗的能量。采用非調質鋼及余熱形變熱處理都是節能工藝。
3)降低變形力。盡量采用省力的成形方法,這不僅可以減小設備噸位,減少初投資。還可以提高模具壽命。回轉成形在近年來獲得廣泛應用的原因也在于此。
4)工藝穩定性好。一個好的工藝應表現在能實 現長期連續生產,而不刻意追求某些單項指標高(例如道次少,每道次變形量大),反而導致成品率低或經常折損模具。






